No products in the cart.
The amount of material left in the hole prior to reaming “pre-ream hole size” plays an integral role in the quality of the reamed hole. The pre-ream hole size affects characteristics in the reamed hole including hole finish, hole straightness, tool life, and cycle time. There are several ways in which the pre-ream hole size may be obtained some examples include investment casting, boring, line boring, rough reaming, and stamping. The most common way to obtain the pre-ream hole size is through drilling and the focus of this blog entry. The appropriate amount of stock removal for carbide tipped and solid carbide reamers is generally 2 – 3 percent of the finished hole size. Carbide tipped and Solid Carbide Reamers need to have adequate stock to remove or they will rub in the hole and generate excessive heat. This leads to premature tool wear and poor hole finishes.
A 0.7500” diameter reamer should remove between 0.0150”-0.0225” of stock.
A 0.2500” diameter reamer should remove between 0.0050”-0.0075” of stock
My preferred method for calculating the drill bit size is to take the desired finished hole diameter and multiply it by 0.98. Then take the desired finished hole size and multiply it by 0.97. This gives you the range of stock removal best suited to the finish ream hole size. From that range refer to a standard drill chart to chose the appropriate standard drill size for your pre reamed hole size. Below are examples for calculating the pre-ream drill hole size for a 0.7500” finished hole diameter and a 0.2500” finished hole diameter.
0.7500 x 0.98 = 0.7350 0.7500 x 0.97 = 0.7275
Therefore, the appropriate range of the pre-ream drill hole size for a 0.7500” finished hole is 0.7275” – 0.7350”.
0.2500 x 0.98 = 0.2450 0.2500 x 0.97 = 0.2425
Therefore, the appropriate range of the pre-ream drill hole size for a 0.2500” finished hole is 0.2425” – 0.2450”.
If you are fine tuning your operation and are within the 2%-3% range, Super Tool recommends removing 2% of the reamer diameter for steels and tough alloys and 3% for non-ferrous and cast iron materials. If you are rough reaming, stock removal can be up to 5% of the reamer diameter.
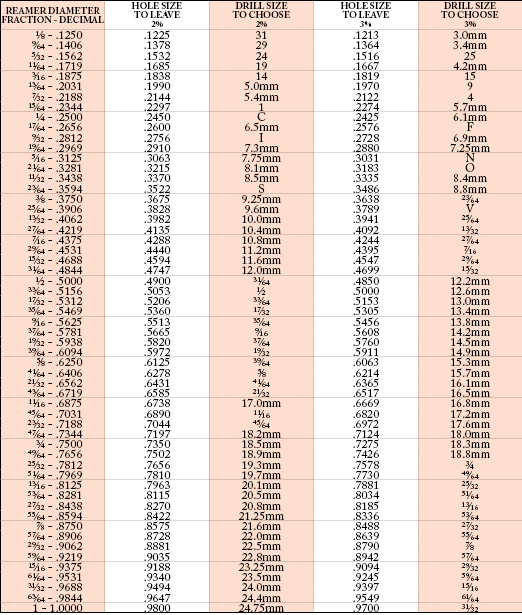
The 2%-3% rule is great in theory. In the real world drill bits come in standard sizes. Most machinists do not have time to wait for a special size drill bit to be made and are forced to choose among standard drill bit sizes that are on the shelf. I have included a Pre-Ream Drill Hole Size Chart below to help with this selection. Click here to download a printable PDF of the Pre-Ream-Drill-Hole-Size-Chart. This chart tells the appropriate standard drill bit size to choose when reaming fractional diameters from 1/8” to 1” in 1/64” increments. This chart allows for drill oversize based on research done by the United States Cutting Tool Institute.
Pre-Ream Drill Hole Size Chart

Click here to download a printable PDF of the Pre-Ream-Drill-Hole-Size-Chart pictured above.
Stock removal is an important aspect of reaming however we encourage you to review our previous blogs as we tie together all of the elements of the reamed hole.
Reaming with Coolant and Reaming with Coolant Part II
Check back with us next week. If you have any questions about Pre-Ream Drill Hole Sizes (or any other cutting tool questions) feel free to leave us a comment here on our blog or fill out the form on Super Tool’s Contact Us Page.
Bryan Enander
Super Tool, Inc.
941-751-9677
www.supertoolinc.com